-

河北鑫泉柜业有限公司
主营:智能密集柜,手动密集柜,档案密集柜

河北鑫泉柜业有限公司
主营:智能密集柜,手动密集柜,档案密集柜 5
5

宜宾档案密集柜的厂家【分公司】
体平行度:±1~2mm/列。架体垂直度:±1~2mm/列。架体纵向同步度:±1~2mm/列。其他性能指标均符合直列式密集架行业标准DA/T7-92和手动密集架技术条件GB/T13667.3-92。 (八)表面处理要求 喷塑质量控制标准: 1.
密集柜结构特点
1.密集架为装配组合式结构,主要由立板、搁板、分隔板、侧面板、底盘、地轨和传动装置等零部件组合而成。每层搁板承重不应少于80kg,每标准节在满载的情况下,架体、立柱应不变形。
2.搁板、挂板可沿立柱的垂直方向自由调整高度,搁板孔间距为50mm。
3.按规定安装传动机构、制动装置等。
4.每列架体均需设有安全限位及防倾斜装置,确保通道内人员的安全,边架装有锁具,用于整体封闭。
5.**部应设置防尘装置等。
6.门面列装有门板、锁,用于资料的存放。
7.轨道应焊接固定,轨道与地面齐平。
如果停电的时候,也可以用手摇动摇把,手动开启密集架。1、7/10.4英寸彩色触摸屏控制,外型美观、操作方便 2、远距离对射式光电开关,实时监测架体间掉卷、进人等现象,防止夹卷、夹人等情况发生; 3、远红外人体探测器,实时监视,全程保护使用者安全;档案用房应集中布置,
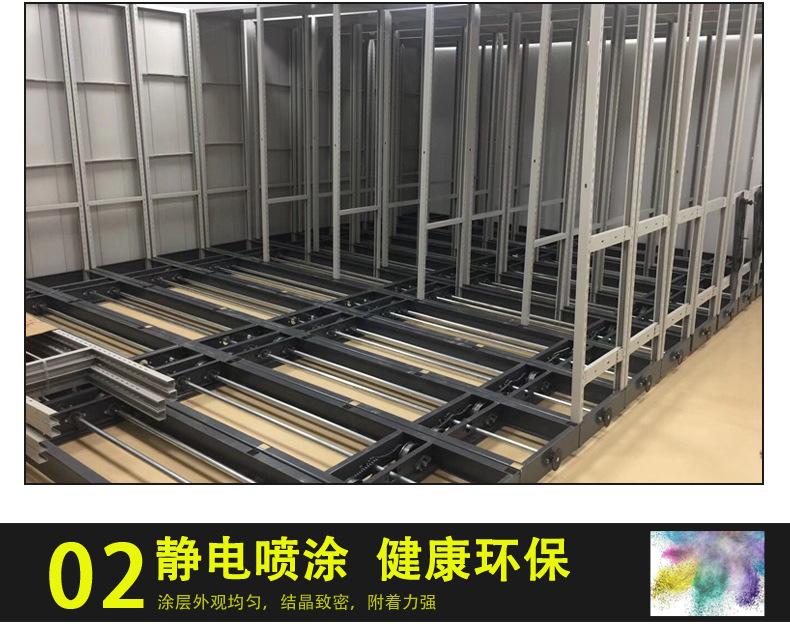
表面处理工艺:
1、涂膜技术标准:
涂膜硬度:*牌铅笔≥2H试验合格;
光泽测定:表面亚面光度在35。左右;
涂膜厚度:电磁感应式膜厚计测定四点平均膜厚60um~70um;
涂膜附着力:划格法试验,**不剥落,达到0级标准;
耐腐蚀试验:5%NaCL喷雾,48小时无脱落现象;
耐冲击力:达到70kg/cm2正面冲击,涂膜无裂纹、皱纹及剥落现象。

所有标准件、紧固件均需镀锌处理。 (三)制造公差要求:每标准节组装后,外廓尺寸(长、宽、高)的极限偏差为±2mm。每标准节组装后,侧面板与中腰板的对缝处的间隙应小于2mm。相关轨道之间的平行度偏差小于1.
2、粉末涂料采用绿色环保,属于国际上优的钢铁涂料,是**业通过ISO9001质量体系认证和ISO14001环境管理认证的企业。
3、喷涂设备:采用国内优的全自动喷淋式十工位前处理生产线,具的喷涂设备的加工,其品质达到世界水平,**国内外同类产品。有自动除油、水洗、表调、磷化等功能,提高了产品涂装附着力,以增强产品防腐性能。引进瑞士金马公司自动喷粉设备,此设备机械化程度高,涂料附着力强等,从而提高了涂装质量,改变了人工操作所出现的各种问题。

工件经磷化、水洗后,采用烘干机处理干燥后方可喷塑。 智能密集柜与智能密集架技术特点 智能型密集架智能密集柜总可以做到电动开关每一列架体,在每列架体的面板上都装有电机启动按钮,当管理人员需要打开任何一列架体,只要轻按开启按钮,架体就可自动打开。
框架之间的接触面设有缓冲、磁性密封条、**部防尘板和底部防鼠装置。每一列设有安全限位制动装置和防倾装置。侧框设有锁紧装置,双桥架用于整体锁紧。传动机构采用精密加工,采用精密轴承,传动灵活稳
我们可以说,作为档案图书装置的表面处理工艺、喷涂材料的选用,通过优
4、产品所选用标准件及紧固件经氧化或镀锌处理,以保证配件质量。
5、本公司出厂的产品各零件组合件表面均要求光滑、平稳、无尖角和凸起、表面喷涂后色泽一致,均匀光滑,无裂痕、伤痕等。
下一篇:日照手动密集架分公司【工厂直销】